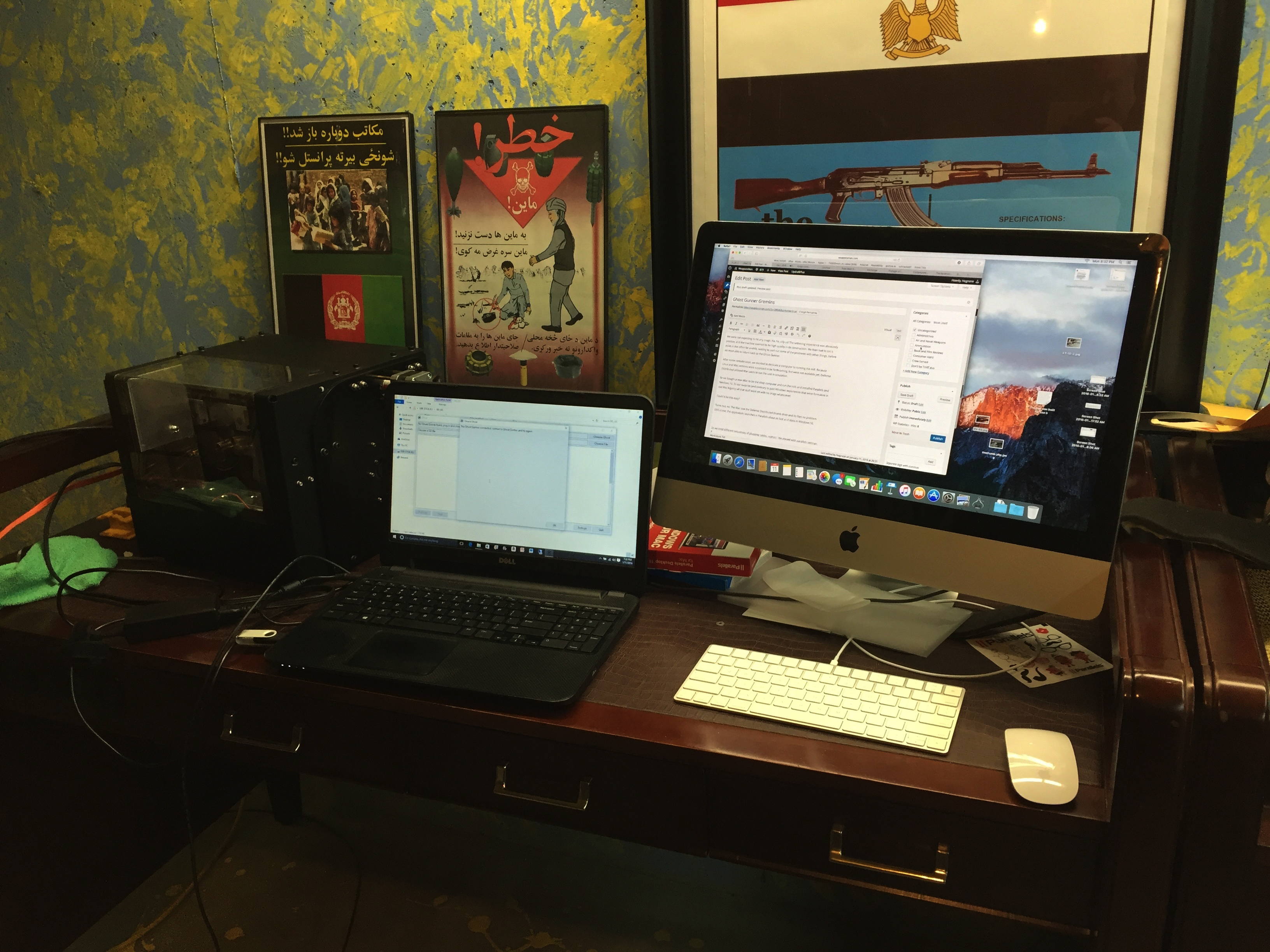
The WeaponsMan Ghost Gunner, early in its testing, hogs one of the gunsmithing benches with a Mac and a PC (we were checking that a connection problem was not emulation-related. It wasn’t, it was a driver issue).
John Crump has an interview with Cody Wilson at AmmoLand.com. It brings us up to date, but if you’ve been following Wilson and Defense Distributed it doesn’t really break any new ground. But what interested us was the colloquy on the Ghost Gunner. In the interview, John said this about the CNC mill, a device we know and have used a little.
John Crump: Why did Defense Distributed decide to make the CNC machine, The Ghost Gunner (GG)?
Cody Wilson: We needed to make a product we could sell to raise the money to sue the State Department over Liberator. I’m being totally serious. GG came from ideas given to us through the course of Wiki Weapon and the success of DEFCAD. People often suggested we should make a CNC and stop being silly with the printables.
John Crump: The Ghost Gunner 2 is truly revolutionary. Why do you think the NSSF decided not to give membership to Defense Distributed which basically banned DD from shot show?
Come and Take It: by Cody Wilson
Cody Wilson: Honestly I think it’s the simple trouble of the association. We are suing the DDTC, a bureau in the State Department that enforces export controls and is a group the NSSF has to make very nice with so they can pretend to continue to influence policy directions. Never mind that they have humiliated themselves with DDTC’s most recent guidance on gunsmithing, not to mention the outright disaster that the last six year of “export control reform” have been. Great work NSSF!
Cody Wilson is probably right about why NSSF wants to keep him at arm’s length: he has no interest in playing nice with others; his Spirit Diplomat is Gavrilo Princip.
But John Crump’s positive description of the GG produced this response in the comments to the article:
I bought and received a GG machine in March 2016. I read all the instructions several times and sent several emails with questions and then began to mill out a lower AR.
The machine milled it out well until about 5 minutes into the job and then the bit became stuck in the aluminum block and the milling program shut down after the bit broke free.
I contacted GG in Texas and I told them I do not understand why the machine did whet it did nor did I know how to correct the problem as I am {{{ NOT }}} a mechanical engineer nor am I a computer programmer . I told them I only have a 10th grade education and asked if the machine was idiot proof, they said it was….. I felt safe!
In Feb of this year, GG sent me a email telling me I had to order a new second generation spindle as the old part did not work very well (as I learned). It is now one year after I first received my GG machine. I still have 9 unmilled lowers and one damaged unfinished lower and a GG machine that is locked up and won’t work. Basically I have given up on it all!
A year has passed and I have not yet milled out my first lower AR15 lower! ……….. PERFECT!
We have to say that our experience with the GG was different than what Ben describes, too, but it was not without glitches. We have successfully milled out lowers with both the Windows and Mac versions of the software. We had some difficulty with setup, early on, and Defense Distributed’s Ben Denio was extremely helpful in getting things sorted out and in production.
We’ve also had one head-crash, trying to cheat a little and use a lower without a 100% milled out takedown pin pocket. In our case, the head crash did no permanent damage, but did cause an overload indicator to light up and we had to reset the whole machine (instructions are included in the manual, but they’re hardly crystal clear).
The manual is difficult to follow and we suspect that it would truly be a nightmare for a less computer-savvy person.
One final problem that we’ve had is that we get fine lines between each depth of the trigger pocket cut. We believe that that is due solely to our GG being on a wheeled cart, and moreover, set on a thin rubber mat on top. The axes of the machine move with considerable vigor, and it is not heavy enough to hold itself down. We suspect that these lines will resolve, giving us an appropriate surface finish, if we lock the GG down better.
File Photo of a GG.
The GG community, such as it is, really feels the lack of the forum originally envisioned for open-source solutions sharing. It didn’t happen, not by any fault of Cody’s, Ben’s, or anybody’s at Defense Distributed, but because the State Department took it in its Deep State head to ban anyone talking about making guns. (Rifle-caliber small arms need to come off ITAR, but that’s a whole other issue).
We seem to recall that several WeaponsMan readers have also bought a GhostGunner, and also have had mixed, but mostly positive, results with them. Perhaps we can share some solutions here, and troubleshoot the woes of Ben Miles and anyone else experiencing technical problems.
9 thoughts on “Your Ghost Gunner Results: Good, Bad or Mixed?”
James
I am a fan of Cody’s work but will say if not milling from a total blank the for lack of better word 80%’s and a good jig with router have worked out great for folks I know. Seems they need more time for doing the cerakote (after a range test with lower) and getting nice results then the milling itself.
I would like to get me hands on a decent mini mill but will admit first thing coming out of it after the errors will be some motorcycle parts.
whomever
“One final problem that we’ve had is that we get fine lines between each depth of the trigger pocket cut.”
Can I ask some questions about the process?
1) What’s the cutter – diameter, length outside the spindle, HSS or carbide, one of the special aluminum geometry ones or just a plain one, etc? It’s held in a collet?
2)Does it step down to rough, then take a full depth final pass? If so, what’s the allowance left for that final pass?
3)What does it do for chip clearing?
4)Any cutting fluid or coolant?
I know bupkis about GG’s, but have made some AR lowers on manual machines, and these kind of things ought to work the same, CNC or manual.
CoolHand
IMO metal working is just too complex an undertaking for even a fully automated process to make it “idiot proof”.
I’m a machinist by trade and an engineer by training who owns/operates a machine shop with both manual and CNC equipment, and I can tell you that even once you have set up a “stable process” for CNC production, there is constant observation and tweaking going on by the operator to keep the machine producing parts that are within spec.
No matter how hard you try, it’s never going to be a “fire and forget” kind of deal where a far away engineer can design a process that works 100% of the time for 100% of the users with 100% of the starting blanks. It’s just not possible.
Too many people think that by spending money on a CNC they can just skip all the thousands of hours of chip making that it takes to become proficient at it, but in reality the opposite is true. Doing things by hand gives you a feel for what the tool is doing via feedback through the feed handles (or the router body). A CNC has none of that, so the first indication that you’re doing something wrong usually involves shards of cutting tool and/or flying workpieces. The margin for error with CNC is much narrower and the learning curve is much steeper.
IMO, the hobbyist is far better off to start with a router and a 5D jig for AR lowers, and once he gets his arms around that part pretty well, he can move up to a real manual milling machine. A decent sized manual mill is an order of magnitude more useful than a Ghost Gunner CNC, ’cause you can make a lot of stuff with it, not just finish 80% AR lowers.
Metalworking is an awesome skill to learn, but CNC is by far the worst place you can start (It’s where I started, but to become truly proficient I had to loop back around to the beginning and learn to do things correctly by hand, which in turn made me better with the CNC).
The NSSF reminds me a whole lot of the NRA in that they preemptively surrender in almost every case to “keep their powder dry” for when they really need it. This mythical hill to die on never appears though, because just like most of the NRA, they have spines of jelly.
Folks can say what they want about Alan Gottlieb, but the SAF and CCRTKB fight where the NRA and NSSF only ever seem to retreat. I back Cody and Defense Distributed for the same reason.
HognosePost author
One work-around I’m starting to see in 3D printer world is laser CMM in-loop during production. Some of the new stuff from Mark Forged has this. ISTR that’s been in high-end CNC for a long time.
ETA I agree with your basic premise. If you can’t figure out how to make it with files and drills, you’re not ready to make it on a manual mill or lathe, and if you can’t make it with dials doing your own arithmetic, you’re probably going to make a bunch of scrap trying to CNC it. There is no royal road to metal cutting, and everybody winds up circling back if they try to cheat with short-cuts.
Alan Ward
A long time ago, between university and teaching, I was in a Govt. sponsored course to become a CNC operator. The course was run by our local trade college and their decision was that students would be put through the 1st year machinist program before touching a code textbook or a CNC machine.
Best decision ever. First day in the shop was cutting then filing a 3″x5″ plate for the base of a punch and chisel set to be made and used by each student. At the end of the first week you had done hand work, manual lathe work, manual milling, turret lathe to make nuts, threading, heat treating, and more draw filing than humanely allowable.
But every student had a much better grounding in chip making than hopping onto the CNC machines would have allowed. Then after learning basic programming and running a few simple parts on the machines, they began to teach us to monitor and measure for offsets and tool wear during parts runs.
John M.
Hognose, if you suspect the cart and mat are the the problem, can you just park it on the floor and see if that makes a difference?
-John M.
Geoff
I found it cheaper and easier to buy a good drill press and a cross slide vise. $200 total at Harbor Freight.
80% aluminum lowers are a B to do manually, it took me 3 days of on and off work to do it, but it turned out fine and is the lower on my 5.56 AR.
80% Polymer is much easier and can be finished in a few hours.
I used the reinforced (Nylon? Kevlar?) Polymer80 Gen2 Kit with the jig and bits and that lower is my 300BLK AR.
Cody Wilson Fan
I have a GG (gen one) that I have used many, many times (dozens) successfully. The only trouble I’ve run into is that when I try to use it in my garage in the dead cold of deep winter, it doesn’t like t get all the way through a milling.
It actually IS dead simple and does not require much if any specialized knowledge.
I think mostly we hear about people who have problems and who assume that everyone has problems too. That has simply not been the case for my GG machine.
Kudos to Cody and to DD and their straightforward march for our rights. We all need to join the fight to make sure that an oppressive government will never be able to try to stand between us and God-given rights that we have as humans.
Matt Fetrow
I ordered a GG2 in August. I am still waiting for it. DD does not notify you of any progress . I have to call them to check on my order. I never received the second email to pay my final payment. I had to call them and have them send it. I am starting to regret placing this order. They Customer service is terrible to. They told me if we are “productive “we could ship it Monday. But don’t count on it. Tuesday most likely. Still has not shipped
Kevin was a former Special Forces weapons man (MOS 18B, before the 18 series, 11B with Skill Qualification Indicator of S). His focus was on weapons: their history, effects and employment. He started WeaponsMan.com in 2011 and operated it until he passed away in 2017. His work is being preserved here at the request of his family.
 We’ve also had one head-crash, trying to cheat a little and use a lower without a 100% milled out takedown pin pocket. In our case, the head crash did no permanent damage, but did cause an overload indicator to light up and we had to reset the whole machine (instructions are included in the manual, but they’re hardly crystal clear).
We’ve also had one head-crash, trying to cheat a little and use a lower without a 100% milled out takedown pin pocket. In our case, the head crash did no permanent damage, but did cause an overload indicator to light up and we had to reset the whole machine (instructions are included in the manual, but they’re hardly crystal clear).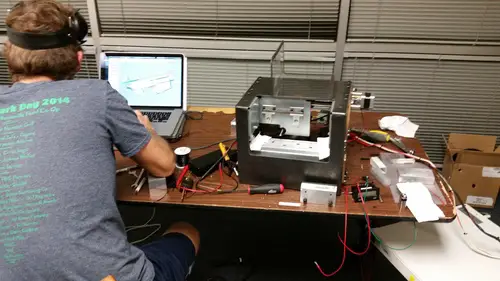

I bought and received a GG machine in March 2016. I read all the instructions several times and sent several emails with questions and then began to mill out a lower AR.
The machine milled it out well until about 5 minutes into the job and then the bit became stuck in the aluminum block and the milling program shut down after the bit broke free.
I contacted GG in Texas and I told them I do not understand why the machine did whet it did nor did I know how to correct the problem as I am {{{ NOT }}} a mechanical engineer nor am I a computer programmer . I told them I only have a 10th grade education and asked if the machine was idiot proof, they said it was….. I felt safe!
In Feb of this year, GG sent me a email telling me I had to order a new second generation spindle as the old part did not work very well (as I learned). It is now one year after I first received my GG machine. I still have 9 unmilled lowers and one damaged unfinished lower and a GG machine that is locked up and won’t work. Basically I have given up on it all!
A year has passed and I have not yet milled out my first lower AR15 lower! ……….. PERFECT!