We’re under unprecedented schedule pressure here, and would like to apologize for delays in the posting schedule, comment approval and responses, and getting Kirk’s symphony-length opuses out of the comment cooler. It doesn’t help that we’ve got to work with crappy satellite internet, which has made us rewrite this post three times. Bear with us and we’ll try to keep the content coming -Ed.
 In a comment, Daniel Watters noted that James Higley’s web page had been nuked by the ingrates at Purdue who inherited it, but that had been at least partly preserved by the diligent webcrawlers at the Wayback Machine. Sure enough, Prof. Higley’s page lives on, and there’s a remarkable document there:
In a comment, Daniel Watters noted that James Higley’s web page had been nuked by the ingrates at Purdue who inherited it, but that had been at least partly preserved by the diligent webcrawlers at the Wayback Machine. Sure enough, Prof. Higley’s page lives on, and there’s a remarkable document there:
Mr. Werner Augustin has considerable experience hammer forging rifle barrels, and he wrote possibly the only technical book on the subject. With his permission, the book is available here in pdf format.
It has far more information, in depth and detail, on the GFM process and how to design for, tool up for, employ, and troubleshoot the process than any extant document, in 36 short pages, with technical illustrations.
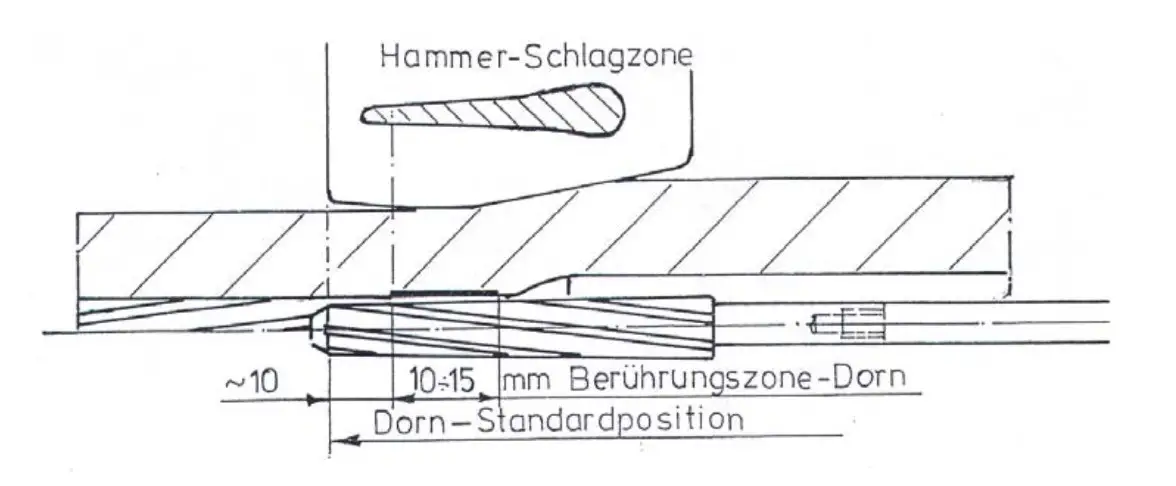
Hammer-Schlagzone: Hammer Impact Zone Berührungszone-Dorn: Contact Zone – Mandrel Dorn-Standardposition: Mandrel Standard Position
At the end of the document, Prof. Higley added this:
GFM is the largest supplier of hammer forging machines worldwide with equipment dating back to 1946 (www.agfm.com). The author of this book, Mr. Werner Augustin, was employed for 30 years by GFM as an engineer and cold forging specialist. In 1993, Mr. Augustin founded Augustin GmbH based in Steyr, Austria. The company specializes in tungsten-carbide tooling sales and consulting in cold forging processes. Hence, the author has vast experience in the tooling and processes used to cold forge rifle barrels. Mr. Augustin kindly gave permission for this book to be posted on an open website for all interested parties to share. A copy of the original book was scanned and lightly edited by Professor James B. Higley, Purdue University Calumet, in early 2006.
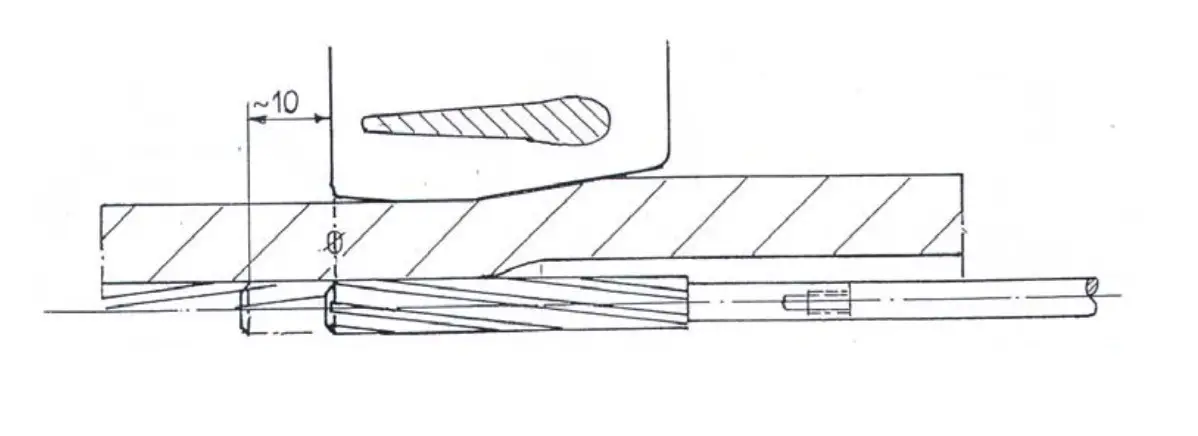
Mr Augustin’s book is extremely detailed. For example, here is a snippet:
The required material purity is essential in order to achieve a surface quality of the forged groove and land profile as far as possible without segregation lines. These segregation lines have a dark color and appear longitudinally on the barrel.
The more P & S exists in the material, the more the formation of folds can be observed in the entry area of the blank bore to forward of the forging profile.
“P&S” presumably refers to phosphorus and sulfur, two trace contaminants that bedevil steel producers and users.
Of course, this effect of fold formation is increased the greater the diameter difference is between the blank bore and the caliber dimension. The fold formation is moreover increased if the hammer entry angle is laid out too steeply.
That’s OK, as he goes on to provide a troubleshooting guide and some very detailed suggested dimensions for hammer faces.
The problem of fold formation will be the most frequent one when forging cartridge chambers. Thus, for this kind of forging, it is essential to use a high grade of steel. The more homogeneous the material structure is for cold forging, the less risk of cracks which might occur during the forging process. The safety of the rifleman always has priority.
If possible the barrel blank should be stress relieved prior to cold forging, in order to obtain an optimum straightness during cold forging. After forging the barrel should again be stress relieved to make sure that during further processing no stress can be released which would negatively influence shooting accuracy. The material strength of the barrel blank lies between 750 and 1050 N/mm2. After cold forging normally the strength of the barrel material increases by approximately 10%.
And no, that’s not the most detailed part.
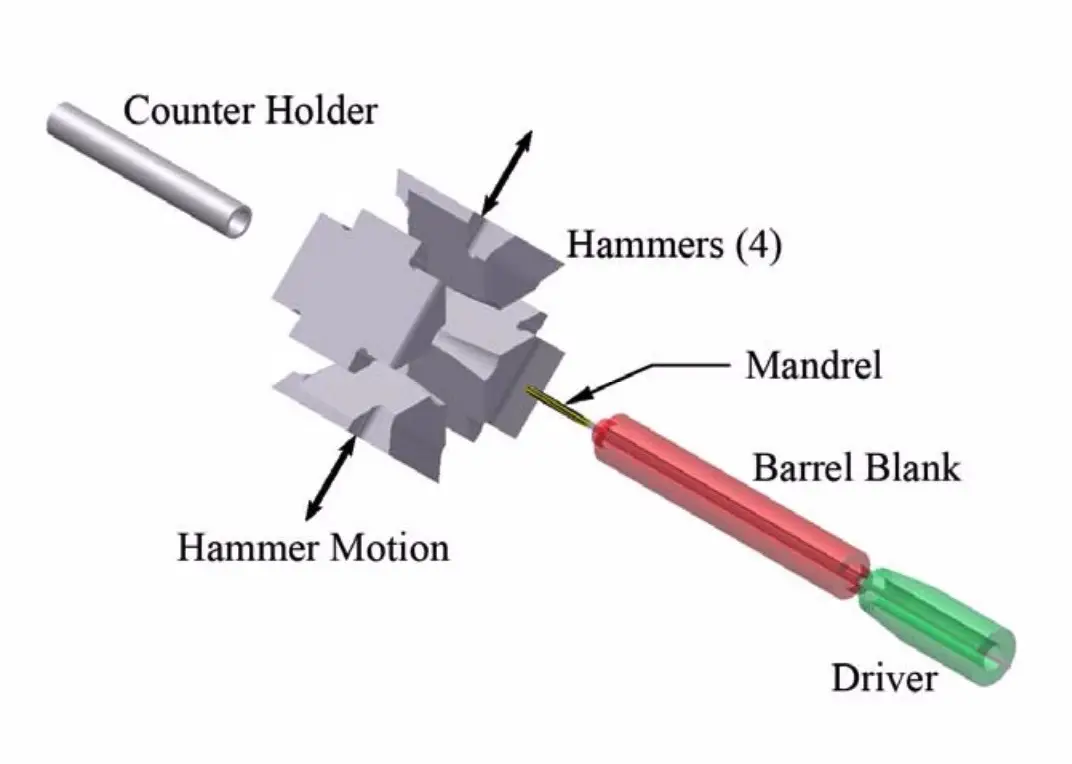
Bear in mind that while we’re dealing with GFM machines, we’re dealing with radial cold forging. There’s also rotary cold forging. The difference between the two procedures is what moves, and how. In radial forging, the hammers move radially, and the mandrel and workpiece (barrel blank) rotate as they’re fed in, as in this illustration:
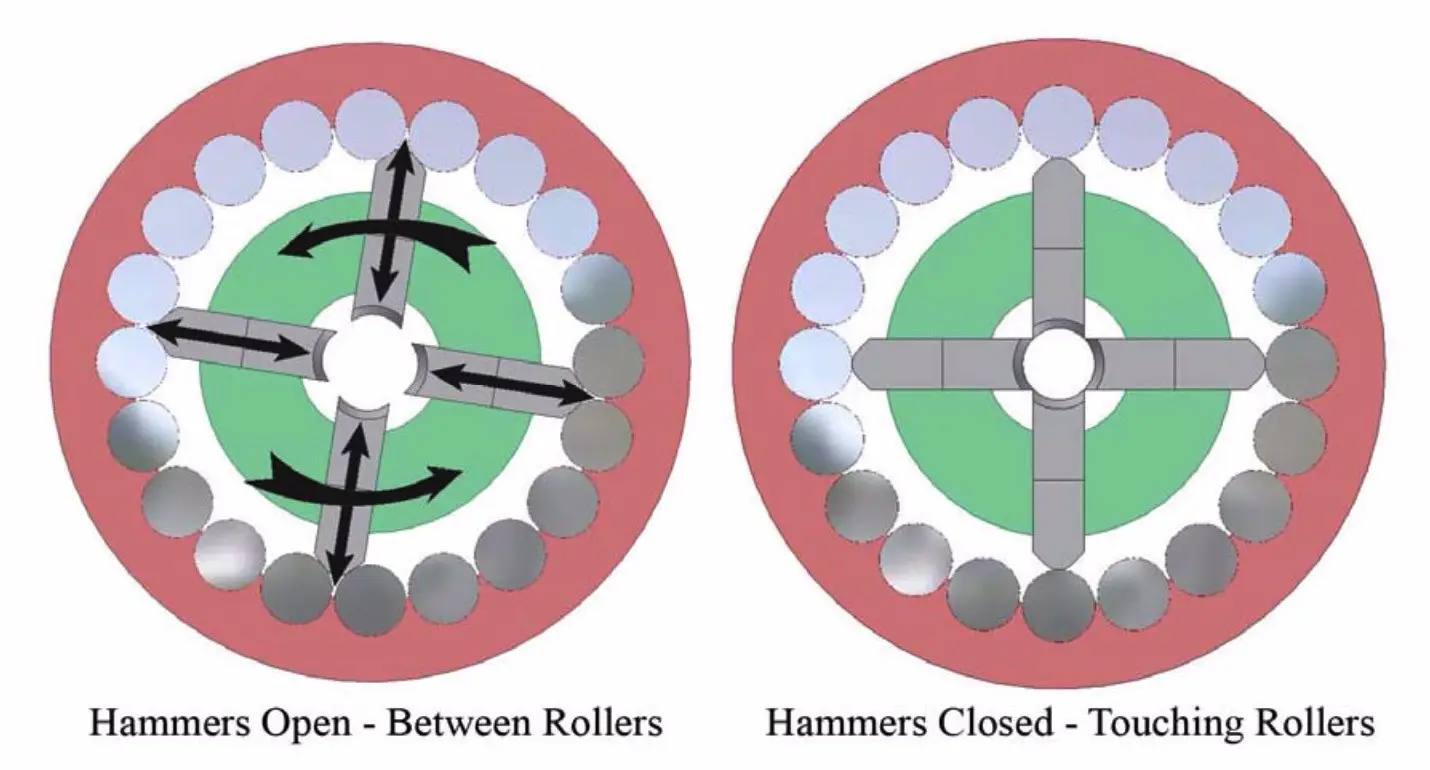
In the rotary forging process, the hammers are contained in a cage that rotates, with the rollers driving the hammers in and out, as in these illustrations.
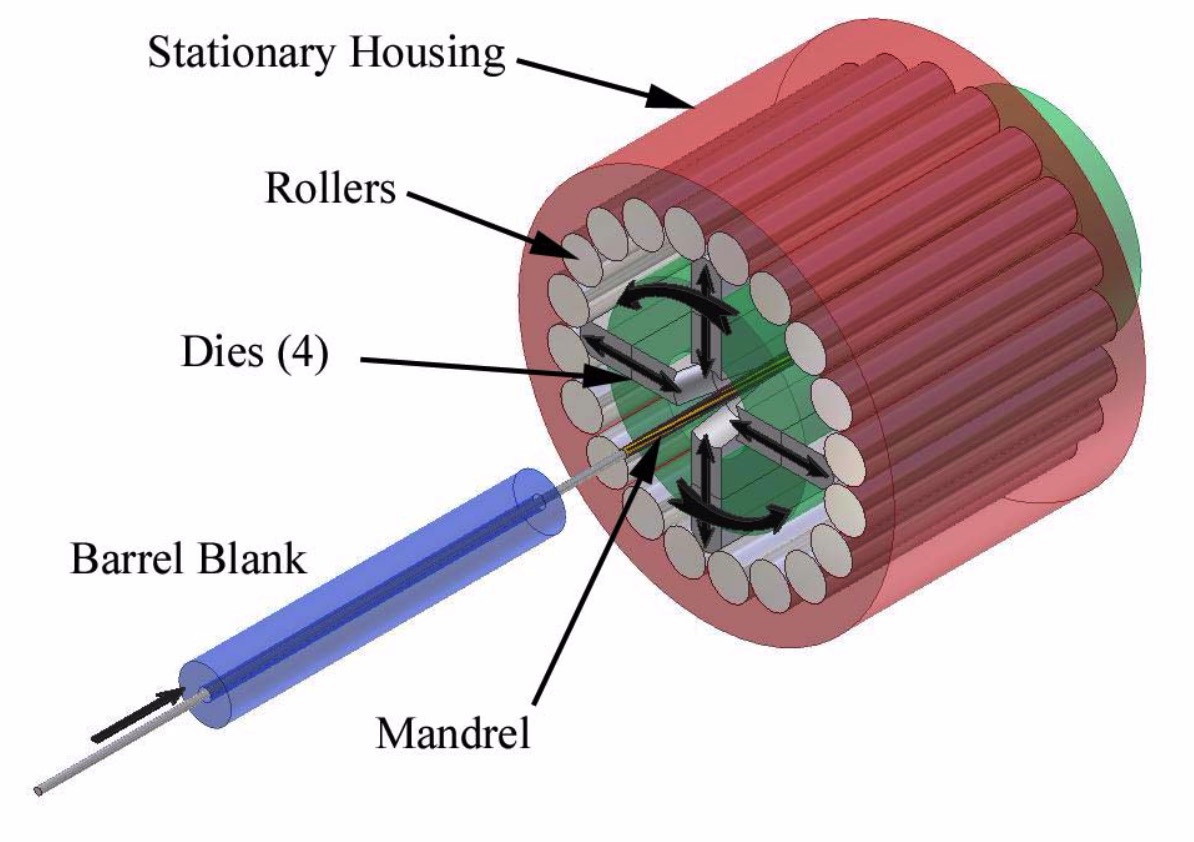
The mandrel and workpiece (barrel blank) remain in the same orientation as they’re fed in, and don’t rotate.
While radial cold forging was developed by GFM and predecessors in Germany and Austria, rotary forging was independently developed in the USA by Torrington and Cincinnati Milacron and predecessors. The illustrations are from this article (.pdf), linked at Prof. Higley’s page.
Document
Purdue version (still there at this writing!): http://technology.calumet.purdue.edu/met/higley/ColdForgingBook.pdf
Backup at WeaponsMan.com: ColdForgingBook.pdf

Kevin was a former Special Forces weapons man (MOS 18B, before the 18 series, 11B with Skill Qualification Indicator of S). His focus was on weapons: their history, effects and employment. He started WeaponsMan.com in 2011 and operated it until he passed away in 2017. His work is being preserved here at the request of his family.
5 thoughts on “More on Cold Forging of Barrels”
Purdue link at the bottom failed…your link below that is good.
Well, I’ll be damned. However, you can get the file also from the archive.org of the Professor’s page.
Thanks for chasing this stuff down. I’ve now archived all of it on my local server.
It was really Daniel Watters’s doing. – that guy is amazingly well informed, and well organized.
*** Backup at WeaponsMan.com: ColdForgingBook.pdf ***
Bless you, Hognose.
Props to the original authors [still living, one hopes] and thanks to you.