This booklet at archive.org includes reprints of several Machinery articles from the First World War period, describing the industrial manufacture of rifle barrels at the time. The complexity of the task and its many operations are clear, plus, of course, there were various methods of cut rifling, but no other method of rifling, because button, cold forging, and electrochemical processes had yet to be applied to this task.
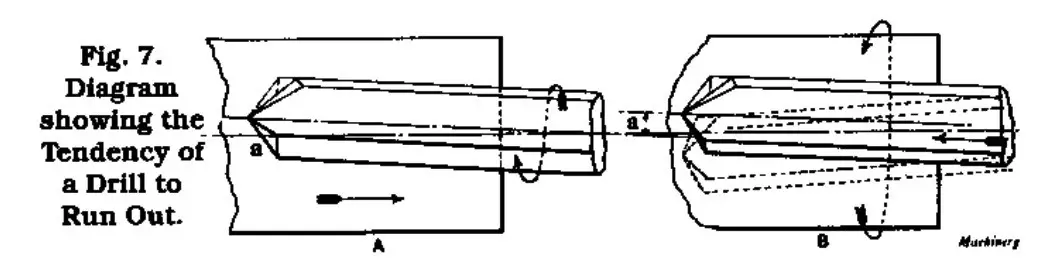
And before you could rifle, you must drill, which had its own problems.
The first article is on the manufacture of the Lee-Enfield barrel, and begins:
The most difficult part of a gun to make is the barrel. A knowledge of the conditions under which it will be used, a thorough acquaintance of the principles involved, and sound and accurate machinery are essential before a barrel can be made successfully.
Naturally, the sequence of operations and methods used are not identical in different factories, but there are definite stages in its manufacture which all makers must follow. After being centred, the surface of the barrel forging is rough turned to relieve it of outside strains, and briefly, the chief operations following are: drilling, finish turning, grinding outside, fine boring, rifling, lapping, screwing and chambering.
There are other operations that are only used in contingencies, for example, barrel straightening. The book is well worth the read!

Kevin was a former Special Forces weapons man (MOS 18B, before the 18 series, 11B with Skill Qualification Indicator of S). His focus was on weapons: their history, effects and employment. He started WeaponsMan.com in 2011 and operated it until he passed away in 2017. His work is being preserved here at the request of his family.
5 thoughts on “Barrelmaking, a Century Past”
I have some knowledge of long distance drilling through metal as a result of my employment, and lemme tell ya, it’s no small feat. A good straight rifle barrel is a true engineering triumph.
People use the most amazing machines like rifles and automobiles these days with no comprehension of the amount of intellectual effort that has gone into their creation. And as a final insult, we geeky engineers have to look on while the hot chicks all head for the footballers. Sheesh…
Think about the statistics used in manufacturing. Cull out the few best pieces and set a stake in the ground, build to that standard, repeat. Pretty soon the iterations turn into works of mechanical art.
Every manufacturer that is successful probably has a lot of stories of people on the shop floor ‘building better mousetraps” in their assembly area of the plant.
You were discussing double rifle barreling awhile back and I’m sure that is much an art as science.
A few thoughts for the readership:
1. Machinery magazine was, for a few decades, an incredible exposition of talent, knowledge and innovation in manufacturing, machining, machine-making, etc. There are scanned copies of years of the magazine out there in archives. I’ll try to send Hog some links to put up in the reference area of his blog here. There were articles on such esoteric things as deep hole drilling and rifling, all the way down to how companies like Parker Bros. put the pattern on their shotgun ribs (this latter bit accomplished with a horizontal mill and a tracer).
2. Deep hole drilling, even in this day and age of CNC machines, ISO 900x standards, etc – is still an intersection of science, engineering, art and witchcraft. What people should NB is this: It is far, far, far easier to drill a larger hole deep than a small hole. It took years until there were gundrills able to drill a repeatable .17 cal rifle barrel. As your hole diameter goes down, your drilling feeds have to go down into the tenths of thousandths per turn, your RPM’s need to go up, your lube pressure has to go up into areas over 1500 PSI, etc. Everything about the issue of drilling deep, small holes becomes a real bear.
The old guys (100 years ago) knew well that drilling deep, large holes was easier. Every wonder why the long-range guys of 100 years ago were shooting .38’s, .45’s and .50’s? Wonder no longer. It was just easier to make a barrel with a big hole back then.
3. John Krieger, he of benchrest/F-class barrel fame, has often been quoted as saying that the hardest thing to do in barrelmaking today is to ream a straight hole. Once you have a straight hole, you can make a fairly accurate barrel without having to straighten the barrel. In the WWI timeframe, there was a great emphasis placed upon very senior men in the operation who could sight down a barrel, pick out the variance in straightness, put it into a barrel press (a three-wheeled contraption with the center wheel opposite the other two), which was pointed at a cross-hair on a window, and bend the barrel straight. They had such a press and window replicated 20 years ago at the Buffalo Bill Museum over to Cody, in their 1903 Springfield exhibit.
4. Not to minimize any of the other issues in barrelmaking today, but one of the most under-appreciated requirements in barrelmaking today is finding barrel quality steel. Lots of people think “Steel is steel is steel.” Oh, nooooo, my friends, nothing could be further from the truth.
There are roughly three levels of steel in the metals markets:
– the un-certificated, un-inspected, as-claimed steel. This is your most common grade of steel, this is what you get at your local steelmonger’s shop. When you go in and ask for 4140 steel (which would be the AISI alloy spec for most chro-moly barrel steel), you get what they’ve got. If it’s go inclusions, hard spots, voids, whatever, hey, that’s your problem. It might not even be within the alloy spec for 4140. It might have too much (or too little) of chromium, moly, carbon, etc.
– certificated/verified/tested steel. This will have documentation verifying the metallurgy in the steel; both composition and heat treatment
– barrel quality steel. Now we get to the nut of the issue for making modern gun barrels. It needs to be not only consistent in metallurgy, it needs to be free of inclusions, stress cracks, hard/soft spots, etc.
What happens when you don’t have barrel quality steel? Well, you might be drilling, and hit an inclusion. So long deep hole drill. Or, you might be turning the outside of the barrel to profile it. I’ve seen cheap barrels from second/third tier barrel makers cause HSS bits to snap off, and carbide inserts to crumble when the tooling hit an inclusion. Once you’ve drilled a deep hole in a piece of round stock, your costs have gone up considerably, and it now pays to have material good enough to make sure the whole operation will make it to completion.
There’s only a few companies that will source barrel quality steel in the US. Typically, you must buy a truckload of round stock – which will be about 25+ tons at a go.
You can get (for instance) 4130 that’s certified from aircraft supply shops like Aircraft Spruce and Wick’s. The best place used to be Dillburg’s but they folded up. I believe Spruce got their inventory. As DG says, this stuff is documented and certified, and it’s good enough to build airplane structures or landing gears from (if you have a certified welder doing it, inspector signing off, etc.) but not OK for barrels.
The barrel press turns up in everybody’s old photos. It’s on the cover of the first volume of the Czech-language history of ZB, with some artisan sighting down a barrel. Colt still had them just before moving to the West Hartford real-estate-shuffle building, and there’s one (or big photographs of one?) on display at Springfield.
I should also NB that the trend is towards stainless barrel steel, which is usually 416R stainless. The “barrel quality” designation is the “R” after the stainless alloy # of 416.
Here’s an bit of background on 416R steel:
https://www.crucible.com/eselector/prodbyapp/stainless/cru416rs.html
You can see from their charts for mundane hole drilling how the feed goes down with the hole size.
NB the corrosion resistant figures in the above web page, especially the section titled “Surface area showing corrosion” – see the figures under the “P” (passivated) headings. NB that the number isn’t 0!
This is because:
1. The term is “stain less,” not “stain none.”
2. The 4xx series of stainless alloys are less corrosion resistant than the 3xx alloys. So why do gunmakers use the 4xx alloys? Because we need the machinability improvements in the 4xx stainless alloys. 3xx alloys are often a bear to machine, needing different tool geometry to tear, rather than cut, material off a workpiece. I can machine 4xx stainless on my mill or lathe with the same tooling I use for 4140 and other “normal” steels. Machining 3xx stainless with my tooling is a bear, and given the cost of investing in a whole new line of inserted tooling just for 3xx stainless, I usually turn down jobs using 3xx stainless (except for regular cut-n-TIG weld jobs).