Here’s the situation: say, you want to test a new firearm or part design, and because you’re iterating rapidly, 3D printing would be ideal. But the mechanical properties of common 3DP polymers, polylactic acid (PLA) and acrylonitrile butadiene styrene (ABS) are insufficient, and it’s either more challenging or more expensive to print in materials with better mechanical properties, like nylon.
{kind=link}
Lost PLA 10-22 receiver. The casting with filler and riser still attached.
One answer, that we’ve covered before, is to use Lost PLA casting. (Indeed, industrial specialty printers are made for printing in wax for the very similar process of lost wax casting; small ones are widely used by jewelers, and at least one major investment-casting supplier to the firearms industry uses a pair of large ones every day). But while you can 3D print in your office or kitchen, metal casting requires working with a great deal more heat, and molten metal. And casting itself is a complex knowledge domain with lots of things to go wrong and a wide gulf of tribal knowledge between the amateur and today’s professionals.
So we give up, right?
Nope. Wrong. There are still several technologies open to us, like metal injection molding (which probably made the fiddly bits inside your carry handgun, unless you’re old school). But even that has some complexities, even though it shows signs of integrating really well with 3D printing. Basically, you can do the prep work, but someone with an industrial setup needs to do the actual MIM for you.
How about plastic casting? There are plastics that are a pain to 3D print, but that can be cast at room temperature and atmospheric pressure. Fosscad experimenter FP gave it a shot, and produced some gratifying results: plastic AR lowers that appear to be superior in strength to 3D printed versions.
The difference between plastic casting and plastic injection molding which is how your Smith or Glock frame is made is that injection molding is done under pressure, and casting is done in atmospheric conditions. That means that casting will usually be less dense and will be done with materials that are poured and set at lower temperatures, as a rule of thumb. Molding is commonly used on Hollywood sets and props, for example, but it also has architectural and industrial applications. Both the silicon “rubber” for the mold and the plastic for the castings come in parts that react and solidify when mixed.
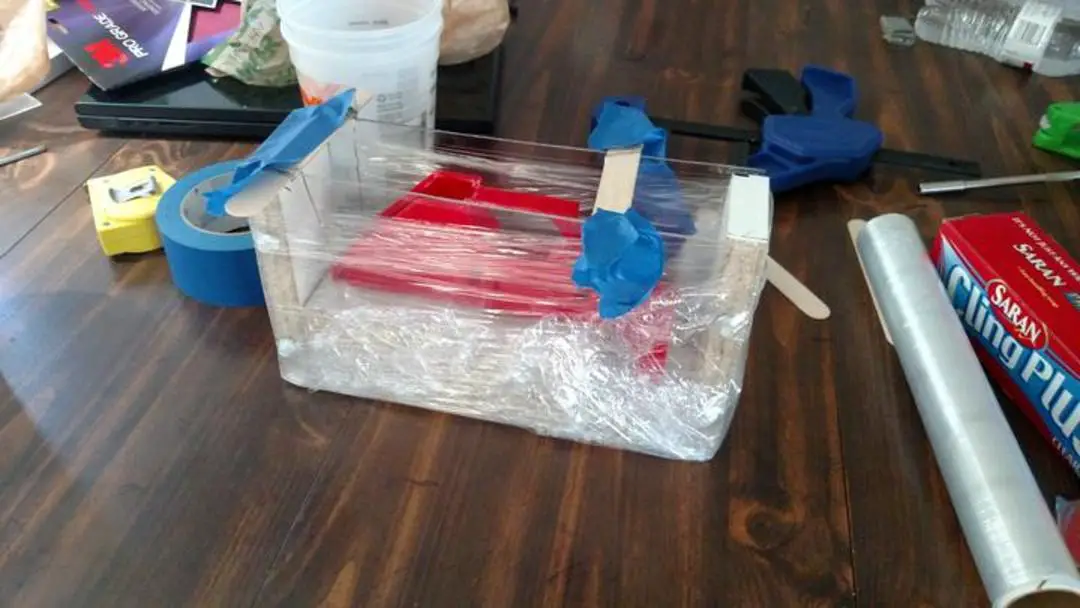
This page on imgur walks you through two complete batches of plastic casting multiple AR lowers using two different molds, one contained in a see-through plastic box and one in a wooden box.
The sequence of events is:
- Print and prepare (i.e. strip off support material, acetone-vapor treat, etc.) your lower or other master part (called a “pattern” in casting).
- Prepare a mold box and place your pattern in it. Include some material to form a pouring inlet, runners or sprues if needed, and an air release hole.
- Prepare and mix the mold RTV and pour it into the mold box. Let it cure. Beware of exothermic reactions.
- Once the mold has fully set, remove it from the box, and carefully cut the silicone away from the pattern, taking care to neither damage the pattern (you may want another mold; they don’t last forever) nor, especially, the mold. Cut apart, the mold will have four parts: left, right, bottom, and core.
- Reassemble the mold in the mold box.
- Mix and pour casting plastic; let it set.
- Open the mold and remove the cast lower.
- Repeat as needed.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Initial testing suggests that these lowers are stronger than printed lowers, and there are stronger, more exotic casting plastics available. Some of this testing has already begun. Here’s a lower cast in “Simpact 85A” showing off its ability to be bent 90º and snap back to original position — probably not useful as an actual gun, but could be a stage or stunt prop.

Next week we’ll show you some impact tests of different printed and cast lower materials, done by “Freedom Printing 3D”. These bear out the supposition that some plastics are much stronger than others.
More testing is required to determine the number of cycles the molds can bear before they begin producing out of spec parts.
Some suggestions moving forward.
- Rather than cut the mold open after pouring it around the pattern, use mold release compound and a cope, drag and core system to make the mold so it can be disassembled without drama. This would make for faster mold-making. But only testing will tell if this makes a good-enough mold, or if the cut-apart kind is dimensionally/structurally superior.
- While using a printed lower is convenient because it’s easy, and it’s also a lower design already modified to strengthen a weaker material, you could use this system on a lower carved by hand.
- You could even use this system to duplicate a factory aluminum lower, but the plastic almost certainly won’t be strong enough in what we’ve learned are the AR’s most vulnerable areas: buffer tower, pivot pin bosses, pistol grip boss, and trigger guard “ears.”

Kevin was a former Special Forces weapons man (MOS 18B, before the 18 series, 11B with Skill Qualification Indicator of S). His focus was on weapons: their history, effects and employment. He started WeaponsMan.com in 2011 and operated it until he passed away in 2017. His work is being preserved here at the request of his family.
Sounds good keep us informed & updated as you learn more?I think it could be the future for some folks doing builds & as a hobby & something constructive too do in your spare time ?
Thank-You, for your time & efforts!
John D Watson