
This Commercial Mauser Luger was made very close to these cost figures — in 1939. From the Sturgess collection, now for sale by Jackson Armory. ($3,450!)
Well, that depends. There’s a lot of different ways to look at this question. But what we’re going to do, is look at what it cost to manufacture a Luger. As it happens, the great book Mauser Pistolen has a table of Luger production costs in 19401. From there we can calculate would it cost in 1940 dollars, and from there it’s possible to make an estimate of its production cost in 2016, in today’s dollars. Let’s start by transcribing the original document, from the collection of Mauser Pistolen co-author Jon Speed. We’ll apply our MBA-fu and a little search online to translate the quaint old German accounting terms.
Table 1: P.08 with Haenel Magazine — Full Cost Accounting
| Item | Item (English) | Cost, 1940 RM |
|---|---|---|
| Werkstoff | Material | 1.82 |
| 2 Haenel – Mag. | 2 Haenel Magazines | 5.32 |
| Summe | SubTotal | 7.14 |
| Fertigungslohn | Direct Labor | 10.21 |
| Werkstoffgemeinkosten @6.8% | Material Overhead @6.8% | 0.49 |
| Betriebsgemeinkosten @182.7% | Factory (Business) Overhead @182.7% | 18.65 |
| SubTotal | SubTotal | 36.49 |
| Kostenabweichung @7.6% | Cost Variance @7.6% | 0.78 |
| Summe | SubTotal | 37.27 |
| Zuschlag für Ausschuss @2.2% | Surcharge for Spoilage (waste/scrap) @2.2% | 0.82 |
| Herstellkosten | Manufacturing Costs | 38.09 |
| Verwaltungs- u. Vertriebsgemeinkosten @3.8% | Administration & Sales Costs @3.8% | 1.45 |
| Umsatzsteueuer aus RM47.10 beziehungsweise RM 47.50 @2.0% | Sales tax on basis of RM 47.10 or 47.50 @2.0% | 0.94 |
| Selbstkosten per Stück | Our costs per unit | 40.48 |
| Private sale cost | 47.50 |
OK, now convert to period dollars. UCSB Historian Harold Marcuse has posted a useful table of exchange rates here. (He also, to digress for a moment, spent a portion of last year embroiled (with some allies, like Prof. Atina Grossman of Cooper Union) in a battle of wits with the relatively unarmed Erich Lichtblau of the New York Times over fabrications and exaggerations in Lichtblau’s America-bashing “history” of the postwar area as published in a book and the Times — something that will not surprise anyone who’s read Lichtblau in any form). So what did it cost Mauser to make a Luger in 1940, converted to 1940 dollars? Marcuse’s set of tables includes two tables that cover 1940, but they agree: RM2.5 = US $1 for that year. So let’s add a column, and see what that adds up to.
Table 2: Full Cost Accounting, RM and $US, 1940.
| Item | Item (English) | Cost, 1940 RM | Cost, 1940, USD |
| Werkstoff | Material | 1.82 | 0.73 |
| 2 Haenel – Mag. | 2 Haenel Magazines | 5.32 | 2.13 |
| Summe | SubTotal | 7.14 | 2.86 |
| Fertigungslohn | Direct Labor | 10.21 | 4.08 |
| Werkstoffgemeinkosten @6.8% | Material Overhead @6.8% | 0.49 | 0.2 |
| Betriebsgemeinkosten @182.7% | Factory (Business) Overhead @182.7% | 18.65 | 7.46 |
| Summe | SubTotal | 36.49 | 14.6 |
| Kostenabweichung @7.6% | Cost Variance @7.6% | 0.78 | 0.31 |
| Summe | SubTotal | 37.27 | 14.91 |
| Zuschlag für Ausschuss @2.2% | Surcharge for Spoilage (waste/scrap) @2.2% | 0.82 | 0.33 |
| Herstellkosten | Manufacturing Costs | 38.09 | 15.24 |
| Verwaltungs- u. Vertriebsgemeinkosten @3.8% | Administration & Sales Costs @3.8% | 1.45 | 0.58 |
| Umsatzsteueuer aus RM47.10 beziehungsweise RM 47.50 @2.0% | Sales tax on basis of RM 47.10 or 47.50 @2.0% | 0.94 | 0.38 |
| Selbstkosten per Stück | Our costs per unit | 40.48 | 16.19 |
| Private sale cost | 47.50 | 19.00 |
While what Mauser got from the HeeresWaffenAmt (Army Ordnance Office) for each Luger is not immediately apparent (it’s probably somewhere else in that excellent book), we know what they charged a German military or police officer seeking to privately purchase a Luger: RM 47.50 (that’s in another of Speed’s period documents on that same page). In American, $19.
These costs were reduced about one Reichsmark per unit from the previous year, but Mauser’s costs in 1936-37 were lower and highly variable over time, suggesting that the ~5% difference might just be normal variance over time. It’s surprising that you don’t see cost reductions considering that Mauser produced the Luger for about ten years, beginning in the early ’30s when they took over production from then-corporate sibling DWM in Berlin (drawings, parts, and one engineer, August Weiss, were sent to Oberndorf). Other evidence in the book suggests that Mauser had quite modern management for its day.
Well, there’s the outrageously-expensive Luger for you — compare that to the US cost for the 1911A1, about $14-15 in 1940. Adds up if you’re making hundreds of thousands of them (Mauser and DWM together produced about 2 million Lugers, according to Weiss).

Another image of that same Luger at Jackson County Armory.
There are several different ways to calculate what a 1940 dollar is worth today (which was news to us, MBA and history degree and all). Marcuse also recommends the site measuringworth.com, which has this interesting discussion of which value comparison indicator is “right”. (The answer, it turns out, is “it depends.” Isn’t it always?)
Using Measuring Worth’s seven-index calculator, we get values for a 1940 dollar varying wildly from $13.40 (using the GDP deflator methodology) to $169 (using relative share of GDP).
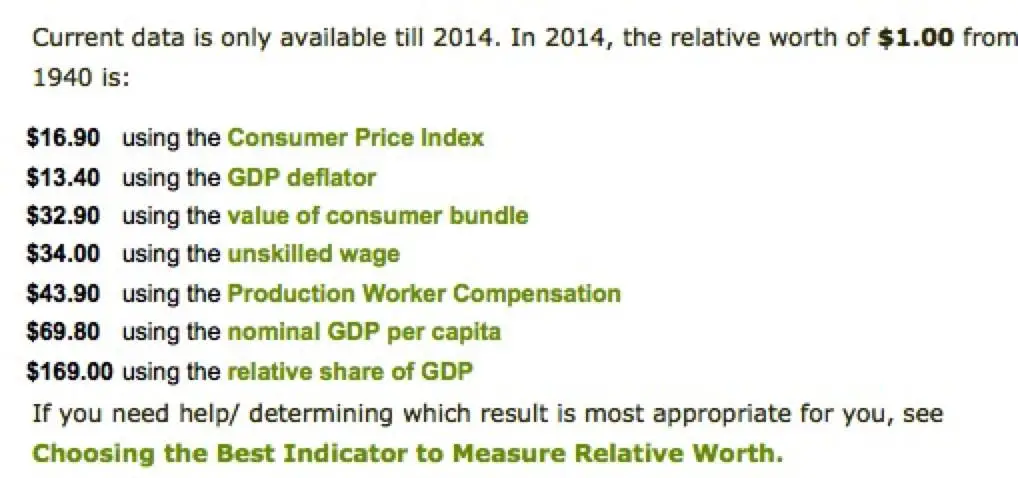 As it turns out, GDP deflator is a good measure of “how much it cost compared to the present cost of materials or labor”, but so are worker wages, which as you can see (for an unskilled worker) is double the CPI (reflecting a rising standard of living in the last 3/4 of a century); and relative share of GDP is a good measure of the national weight assigned to such a project.
As it turns out, GDP deflator is a good measure of “how much it cost compared to the present cost of materials or labor”, but so are worker wages, which as you can see (for an unskilled worker) is double the CPI (reflecting a rising standard of living in the last 3/4 of a century); and relative share of GDP is a good measure of the national weight assigned to such a project.
The common Consumer Price Index which we’ve used for previous longitudinal price comparisons is close to the low end, at $16.90. A perfect methodology does not exist, but it might require us to use different metrics for different components of the Luger’s cost structure. Instead, we’ll just use the GDP Deflator and the Relative Share of GDP to get the min-max:
Table 3: Full Cost Accounting, RM and $US, 1940 and 2014
| Item | Item (English) | Cost, 1940 RM | Cost, 1940, USD | Value, 2016 by GDP Deflator | Value, 2016, Relative Share of GDP |
| Werkstoff | Material | 1.82 | 0.73 | 9.78 | 123.37 |
| 2 Haenel – Mag. | 2 Haenel Magazines | 5.32 | 2.13 | 28.54 | 359.97 |
| Summe | SubTotal | 7.14 | 2.86 | 38.32 | 483.34 |
| Fertigungslohn | Direct Labor | 10.21 | 4.08 | 54.67 | 689.52 |
| Werkstoffgemeinkosten @6.8% | Material Overhead @6.8% | 0.49 | 0.2 | 2.68 | 33.80 |
| Betriebsgemeinkosten @182.7% | Factory (Business) Overhead @182.7% | 18.65 | 7.46 | 99.96 | 1260.74 |
| Summe | SubTotal | 36.49 | 14.6 | 195.64 | 2467.4 |
| Kostenabweichung @7.6% | Cost Variance @7.6% | 0.78 | 0.31 | 4.15 | 52.39 |
| Summe | SubTotal | 37.27 | 14.91 | 199.79 | 2519.79 |
| Zuschlag für Ausschuss @2.2% | Surcharge for Spoilage (waste/scrap) @2.2% | 0.82 | 0.33 | 4.42 | 55.77 |
| Herstellkosten | Manufacturing Costs | 38.09 | 15.24 | 204.22 | 2575.56 |
| Verwaltungs- u. Vertriebsgemeinkosten @3.8% | Administration & Sales Costs @3.8% | 1.45 | 0.58 | 7.77 | 98.02 |
| Umsatzsteueuer aus RM47.10 beziehungsweise RM 47.50 @2.0% | Sales tax on basis of RM 47.10 or 47.50 @2.0% | 0.94 | 0.38 | 5.09 | 64.22 |
| Selbstkosten per Stück | Our costs per unit | 40.48 | 16.19 | 216.95 | 2736.11 |
| Private sale cost | 47.50 | 19.00 | 254.60 | 3211.00 |
We’d be very pleased to be pointed to any such cost accounting details from other nations/periods/firearms.
Updates
This post has been updated. Total Luger production has been added, and the paragraph noting that earlier costs were higher has also been inserted (Mauser Pistolen contains another, earlier cost breakdown table on p. 226 that shows these costs for the years 1936-38, with 1937 costs broken down by quarter. Plenty of data in that book for anyone interested in a deeper dive than this.
Sources
Weaver, W. Darrin, Speed, Jon, and Schmid, Walter. Mauser Pistolen. Cobourg, Ontario: Collector Grade, 2008.
Williamson, Samuel H. Seven Ways to Compute the Relative Value of a U.S. Dollar Amount, 1774 to present. Measuring Worth, n.d. Retrieved from: https://www.measuringworth.com/uscompare/
Williamson, Samuel H. Choosing the Best Indicator to Measure Relative Worth. Measuring Worth, n.d.. Retrieved from: https://www.measuringworth.com/indicator.php

Kevin was a former Special Forces weapons man (MOS 18B, before the 18 series, 11B with Skill Qualification Indicator of S). His focus was on weapons: their history, effects and employment. He started WeaponsMan.com in 2011 and operated it until he passed away in 2017. His work is being preserved here at the request of his family.
30 thoughts on “What Did a Luger Cost? (Updated)”
Thank you for doing this. This adds ammo (pardon the pun) to my argument to gun buyers who wail about the cost of competently made firearms.
I’ve repeatedly said to people that Colt could not make a Python today for any less than about $2500. I’m basing my estimate on what I know of machining, making guns, labor costs, overhead for hiring labor, profit margin for both Colt, and the distribution/sales chain. Yes, I’m including the use of CNC machines in the production of a new Python. Then we sometimes get on the subject of Lugers as a comparative handgun that people want to collect, but also want to shoot, that used to be made to very nice standards.
In the case of the Luger, using a CNC machine (mill, specifically) would assist greatly in the production, but there’s still the issue of finish, assembly, testing, etc. There’s lots of machining involved in a Luger above and beyond that involved in a revolver.
The last commercially made Luger of which I’m aware was by Krieghoff (the same guys that make the K-80 shotgun) and they were asking, oh, about $8K per Luger. Nicely finished and all, but IMO a tad excessive in price compared to what I see inside a Luger. $8K would be what I might charge if I were making one by hand on manual machines as a one-off. Tooled up for production? I’m thinking the price could be brought into the $4K to $5K range. On CNC’s, I think we could chop off $1K.
FWIW, I know that most of the nicer double gun companies (eg, Fox, Parker, LC Smith, LeFever, et al) were charging about $25 for a “field” grade gun 100 years ago. There’s lots of manual labor in that production. Inflating that to today’s worthless dollars gives us about $550 – which is way too low to make a double gun by the same methods today. Just laying the ribs and polishing everything out for blueing would make a double at least a $1500 proposition.
This is where the multiple indices of inflation from Measuring Worth come in. The wages of an unskilled worker have increased roughly double the rate of CPI inflation, and the wages of a skilled worker (let alone a master craftsman) yet further.
CPI inflation is held down by productivity gains. Both the skilled and unskilled worker of 2016 are embedded in systems that make them much more productive (even if they may not be the equal in craft skill) than their forebears.
Guns resist automation more than many other products. That beautiful Colt blue on those Pythons results from master craftsmen conducting skilled polishing using unique large polishing wheels that were actually crafted by other master craftsmen at Colt. How do you automate that?
In answer to your last question: You can’t. Most of that labor was involved in the polishing job. Somewhere in my copious digital packrattery, I have some B&W photos of Colt’s polishing shop. They had some machines with wooden wheels that had leather bound to the outside edge, then the leather would be impregnated with lapping/buffing compounds. This way, they’d get a resilient edge that wouldn’t “round off” features on guns, yet still give them the aggressive (in terms of time-to-finish) polishing they wanted.
Lots of people seem to think that gun polishing should be done by tossing the parts into a modern polishing tube with ceramic or metallic pins, and just letting it rattle around in there for several hours. I’ve done this with example parts containing many gun-like features, and I’m never happy with the results. If I could find a way to automate the Royal Blue level of polish and finish, I’d drop everything else I’m doing and be down that path like a jackrabbit, because down that path would lay big bucks in the gun trade.
CPI is also held down by Fed statisticians’ chicanery. You can see the change in how it’s calculated since the ’80s and ’90s at shadowstats.org
A Browning BPS is definitely worth twice the cost of a Mossberg 500 due to its better fit and finish. From what I have read about over-unders, in order to get decent one a person has to plan on paying at least $1000 dollars if not more, and it cannot be made in Turkey. I’d be interested in your thoughts on Browning shotguns in general as I plan on getting a Silver Hunter some time in the future.
Browning O/U’s are what you see more of on trap/skeet/clays ranges than anything else in their price class. The Citori was the “really nice gun for the masses” level of quality out there -despite the horrified gasps from lots of people who balk at paying more than $500 for a gun.
The downsides of the Browning O/U line tends to be that they’re tight when you get them new – I mean really tight. I have a Browning Liege, which was the last shotgun line that Browning made in Liege, Belgium, prior to sending the Citori production to Japan. This is a gun from 1973 we’re talking about, with who knows how many prior owners and thousands upon thousands of rounds out of it… and there are times I’m having to give it quite a nudge to get it to break open.
Other than that, the Browning guns are solid, reliable, O/U’s at the “really nice gun” entry level, with adjustable combs, unsingle options and just a hint of frills on the higher end models. The top end of the Browning O/U line comes in around $5K. At the $5K level, I’d probably ask you whether you’ve looked at a Caesar Guerini yet, and if you haven’t, I’d recommend that you do so.
When I say that the Browning O/U’s are the “entry level” of “really nice gun,” you should understand that over $2500 and especially over $3500, you get quite a choice of Very Nice Shotguns – some costing upwards of $90K (like a Purdey & Sons gun), but there’s plenty of choices in the $5K to $10K range, where there are quite a few European guns and old American double guns (higher end Parkers, Foxes, Lefevers, etc) available.
Thanks for the reply. I figured a gunsmith would know of any common issues if Browning’s had them and your information backups everything I have heard. Last year was my first year shooting a lot of trap locally just for fun (went through around 2500 shells, which isn’t a lot compared to others). Working second shift this year limits me to two trap shoots per month. Right at this moment I can’t justify an over under, but it’s on the list of guns to buy. I looked at Caesar Guerini’s website and those look really nice. I will probably never leave entry level though.
What I was told at all three clay-shooting courses I took: “If it starts with a B, it is a good clay shooting gun”.
That mean Beretta or Browning. And I agree. Though of course, this is a German perspective and we don’t mind our guns expensive (well, not Perazzi-level expensive, though), since everything else is expensive, too.
Anyway, I could never keep myself from responding “B like Baikal?” to that ;-). And if I were to look for a cheaper gun, then the Baikal Tundra is good. Ugly but functional.
Used Mirokus or SKBs are always an alternative – to my understanding, both companies have been bought by the big Bs in the meantime.
There is a metric that has been roughly accurate every time I have checked, for dates since the Spanish started colonizing the Americas:
The value of 1 Oz. of gold is fairly equal to a good quality (not best, highly embelished, royal toy grade, just GOOD) pistol, or a pair of the absolute best quality man’s boots availale.
A decent semi custom grade 1911 matches this pretty well, right now. Shoe manufacture? Darned if I know, I certainly can’t afford a pair of bespoke custom boots.
Prior to the boost in Gold availability the Spaniards kicked off, Gold was WAY higher in relative valve, and pistols ignition systems not as well developed.
This is an intresting idea, but with gold at about $1200 an oz and a standard plastic striker fired handgun going for $500ish right now it looks like modern mass production methods have cut into that idea.
***This is an intresting idea, but with gold at about $1200 an oz and a standard plastic striker fired handgun going for $500ish right now it looks like modern mass production methods have cut into that idea.***
Except that to equal the service life of one of the 1940-1950-era production steel framed guns, you may require two of the plastic or aluminum-framed late XX/ early XXI Century service pistols, whether single action, striker fired or *conventional* SA/DA. The Germans found this out circa 1965-’85 with the various production upgrades and improvements to their alloy-framed P! Walther service pistols as they began routinely failing in the hands of their users.
SLEP programs, to include new slides [early Navy Beretta M9s] and frames [Walther P1s, M9s and others [Indiana State Police Glock 22s] may provide life extension short of complete replacement, but almost always at the cost of user confidence, as well as a firm belief that there’s something better on the other side of the fence. There still ain’t no such thing as a free lunch.
Personally I’ve found that Jackson consistently overprices what they sell. “Another blah-blah from Jackson Armory!!”
The wild disparity when figuring relative cost is a known problem indeed.
At first I figured the truth would lay between 250 and 3200, but I fear it might actually be more for what amounts to a artisan made product.
The world has changed, mostly for the better. And while the methods used to make things like Lugers haven’t gone the way of the Dodo, it’s no longer how mass produced consumer goods are made. Once something is no longer a mass produced consumer good, price rises.
At least you can still grt one of those 2 million that will still be around for centuries to come. A decent, reblued shooter would run me probably in the 400-500 range US, say 3500 – 4000 norwegian.
When I worked at the local gun store we had a box of 4 or 5 of them in the back, generally unsellable as they were uncollectable generics that had been reblued, and few people will “waste” a 9mm slot on a licence. The fuzz generally don’t see why you’d need more than one, unless they are diffrent enough for it to matter.
How do the slots work? You are only allowed one handgun per caliber?
Technically they are not “slots”, but they will only grant your application on “need”.
There’s various competition forms practiced, and diffrent guns and calibers are suitable for diffrent forms. The rule is you get the guns you need, and no more. As such people purchase strategically to maximize the fun.
Getting a 9mm before a .45 means you may not get a .45 because 9mm can be used for all the competitions a .45 can be used, but there are some where .45 doesn’t fit in the rules, so applying for a 9mm afterwards will go through.
Generally they don’t grant duplicate guns/calibers, but having say a 9mm racegun for IPSC open, a standard wonder-nine for production and some tiny subcompact pocket pistol for one of our own competition forms would be feasible.
It’s all arbitrary bullshit to the highest order, but wr make do.
This is an interesting question. Making a Luger the traditional manner could easily run $3k. However, switching to modern production methods could eliminate much of the cost. The receiver could be near net shape investment castings; much like jet engine turbine blades are made.
CNC has done more than just automate machining. Dimensions that used to be held to a tolerance of of 0.010 can now routinely be held to less than 0.001″. In other words, tolerances can be held tight enough to minimize hand fitting.
My guess is updating to manufacturing processes could reduce the cost to the same as a high quality 1911.
The Germans used to hold 0.002 allowances on their parts pretty regularly – even in the days of manual machining. There’s few dimensions in guns that are as sloppy as 0.010. 0.005? OK, there’s some dimensions in that range of slop. eg, The allowance on most headspacing is 0.004 between the bottom of “go” to a “no go” gage fitting.
The problem for the Luger is that there’s more small, fiddly parts with bizarre shapes and contours than many other semi-autos. The issue isn’t just “how do you machine this?” – it is a far more complicated (at times) problem of “How the (*&*^^&% do I hold onto this part while I then machine it?!” Germans love, just love, love, love these challenging machining jobs. The people paying for these mad skills, however, often don’t.
This is why the Germans dropped the P-08 as their sidearm and went to the P-38. The P-38 is more on par with the 1911 in terms of production and machining complexity.
It isn’t until one is a gunsmith that a person really appreciates the genius of John Moses Browning. There have been all manner of gun designers and gun makers in history, but there’s only been one man who turned his mind to nearly every type of firearm there was available during his lifetime – and succeeded at nearly every design he put together. There’s no other man anyone can point to who did designs as widely apart as a Browning Superposed and a M-2 heavy machine gun.
When one starts taking apart “competing” firearms from other designers and other countries, a gunsmith gets a pretty quick appreciate for JMB – and how he tended to reduce gratuitous machining complexity. Part of this was the result of JMB having very few machine tools in his shop, whereas the Germans have been in love with their machining prowess for a long time. Even today, in the machine tools market, you get to see that, at times, the Germans just like to show off. Why? Because they’ve got serious chops to show off. It’s just human nature. But the price and time to complete something… oh man.
Browning also brought dozens of guns to market. In my research on the Czech gun designers, I found that the best of them had four or five. Josef Nickl, who designed the Model 24 pistol, had already been designing guns for 8 or 9 years for Mauser, and he designed perhaps dozens of pistols, all of which Mauser rejected. He kept plugging at Mauser for another dozen years, and none of his guns saw fruition. (Some of his changes got applied to the M1910, 1910/14 and 1934 pocket pistols. But his clean sheet designs went nowhere).
Speaking of Czech pistols, did you ever get my email on Vz24s being used over the fence circa 1980? If the email never got through, I can send it to Crim 18F.
I did. It makes no sense, actually. (The Germans made a suppressed Vz 27, which had a fixed barrel in .32). There were better options in 1980.
***but there’s only been one man who turned his mind to nearly every type of firearm there was available during his lifetime – and succeeded at nearly every design he put together. There’s no other man anyone can point to who did designs as widely apart as a Browning Superposed and a M-2 heavy machine gun.***
Finnish designer Aimo Johannes Lahti comes to mind, with more than 50 weapons designed to his credit, most actually produced and successfully used, including m/31 Suomi SMG, the. Lahti-Saloranta M/26 automatic rifle, the Lahti L-35 pistol, and the Lahti L-39 *Elephant Gun* 20mm anti-tank rifle. Lahti also designed the 7,62 ITKK 31 VKT anti-aircraft machine gun and the 20 ITK 40 VKT anti-aircraft cannon, as well as important work on the improvements on the Russian M1891 Mosin-Nagan rifle that became the Finnish M/27, M/28, and M/28-30 service rifles.
In 1932 Lahti got an offer to move to an American weapons company, was offered a check for 3 million marks and a five percent commission on the weapons that would have been produced in the USA. On the same day the Finnish Defence Ministry reformed his older contract. Lahti received more benefits and rights to his inventions and therefore did not feel that moving to the USA was a better offer. At the age of 50, he was awarded a Finnish Army Major General’s pension until his death in 1970 in Jyvaskyla.
Japanese designer Kijirō Nambu was nearly as prolific a small arms designer, though less so insofar as light antitank, aircraft or antiaircraft weaponry. But all three men were geniuses, to be sure.
Mauser experimented with die-cast frames. They were cast of zinc alloy, in 1938, by a Bernhard Kniefel company in Berlin. It is briefly described on p. 225 of Mauser Pistolen with two photos of an example from the Sturgess collection, and they say that according to the late Fred Datig’s The Luger Pistol (Pistole Parabellum), (p.165) the idea was dropped because the frames couldn’t stand up to 9mm forces.
According to Bob Adams, exactly two of these zinc frames are known, one that was in the Sturgess collection (I don’t know who has it now) and one unfinished one that is in his own possession and is shown here:
http://www.adamsguns.com/zinc.htm
So they were thinking about how to reduce time and money but the technology wasn’t there for them, yet, in 1938.
Thanks for reading and commenting!
***Mauser experimented with die-cast frames. They were cast of zinc alloy, in 1938, by a Bernhard Kniefel company in Berlin.***
As well as the pressed-steel gas-retarded blowback Mauser Volkspistol prototype, nicely covered in the following *Forgotten Weapons* video: https://youtu.be/G9WZ5JeDFZ4
Mauser also had a stamped [and cast?] prototype of a 7,65nn caliber straight blowback pocket pistol, which interestingly had about as many derivative features of the HSC. It would be really interesting to know the timeframe of these various developments and whether they were under the supervision of the same designer/s or design team.
A lot of those prototypes are in the Mauser Pistolen book. I can’t fail to plug it, even though it’s expensive ($50-90, and easier to find at the higher price).
Incidentally, the company that made the zinc Luger frames, Bernhard Kneifel Maschinenbau GmbH, is still in business. Located in Bad Aibling now (near the Austrian border if memory serves, and once home to an American intelligence site). The move to Bad Aibling may have been caused by being on the “wrong” side of the river in Berlin (and in the Soviet Zone).
The following presentation shows that they no longer do die casting. (Of course, if they were in the SBZ, their production equipment would have gone East as reparations anyway, and they’d have to restart from zero). They do make molds and do plastic injection molding, which from a process point of view has some similarities.
http://www.werkzeugbau-kneifel.de/firma/Kneifel_GmbH_Firmenpraesentation.pdf
It looks like descendants of the eponymous Herr Kneifel run the company.
***Incidentally, the company that made the zinc Luger frames, Bernhard Kneifel Maschinenbau GmbH, is still in business. ***
There was also a .22 LR *Erma-Luger* commercially available in the US in the early 1970 as the EP-22, though how much an actual product of the actual Berthold Geipel ERma-Werke [at Dachau in the 1960s, and still using the Erma name and trademark after having been taken over in 1961 by Fiberglide, a division of Lear-Siegler, which traded under the Erma-Werke.]
Need some way to factor in the sexy aspect of some classics versus the runs envy day ordinariness of most functional firearms.
I’ve got one of the Mitchel Arms American Luger’s that I bought back in the mid 1990’s and IIRC it was not more than 400 USD. The tolerances on it are very tight. If I run a box of 50 115gr 9mm through it by round 46 or so it stops going completely back into battery. The joint part of the action will be raised up just a little and it wont fire. I just have to unload it and clean the rails slightly. I bought it because I knew I’d never be able to afford a historical Luger. Even back then a quality one was way out of my price range.
The tolerances on a matching numbers Luger, as evidenced by the fineness of the line between slide and frame, are quite something. It was one of the first things about firearms quality that impressed me as a kid, my Uncle Jim’s Luger.(He had a Luger, an early 1911, a Beretta 1934, and a Winchester 1906, among other guns; he was also the guy with the Nylon 66, previously mentioned).
Ian of forgotten weapons talked slightly about similar issues making repro belt feeds for DP28s (RP46 they were called?)
Back in those days you had a machine with a jig that did one job. Once that job was done it went to another machine with another jig to do another job. Trying to recreate that on a modern CNC machine is impossible due to how the part must be clamped un the machine and what freedom of movement the machine is limited to. It can be done, but will take much longer, and will therefore entail far to much labour cost and time expenditure to be economical.
Any new mfg Luger would be expensive, as it would either require multiple CNC machines, with set-up time between each job/machine, or old-school inefficient machines bringing up production time.
Even the 80s made guns were made on the original Swiss tooling if I remember correctly.
***Even the 80s made guns were made on the original Swiss tooling if I remember correctly.***
The *Parabellum* guns were imported by Interarms in the 1970s [*Parabellums* not *Lugers*; Stoeger still owned the trademark name at that time] not the ’80s; I think the production runs had been completed by the end of the decade. They were mostly- but not all- of the Swiss pattern with grip safety, and are a neat little collectors item in their own right. The *Simpsons* Luger collectors listings show three such now available [ http://www.simpsonltd.com/index.php?cPath=179_213 ] while there are better than a dozen pages of Mauser-produced P.08 pistolen listed, mostly wartime guns.