 How to make a cannon, in two easy steps:
How to make a cannon, in two easy steps:
- Start with a large piece of steel
- Cut away everything not part of a cannon.
Now, why didn’t we think of that?
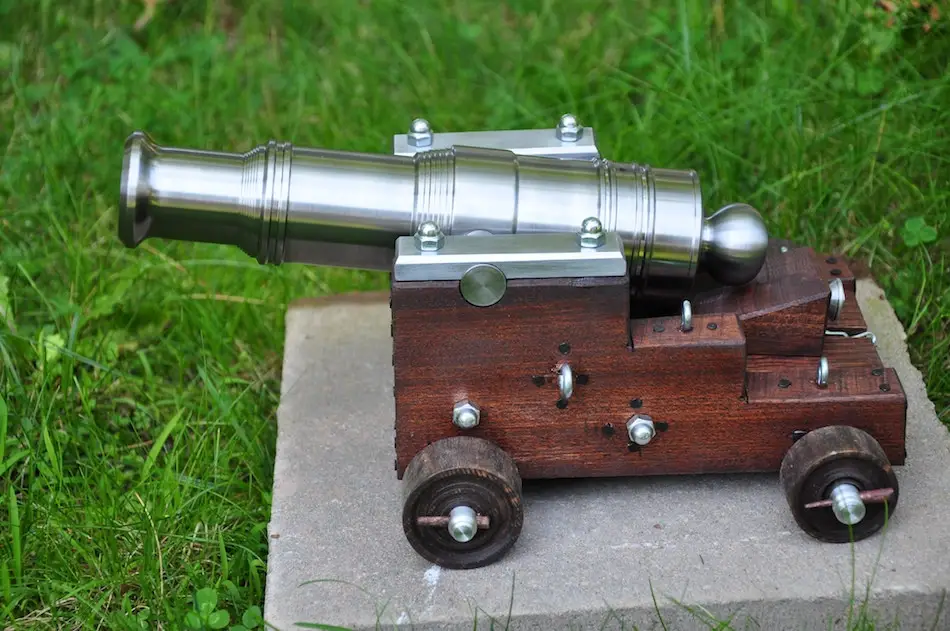
That’s pretty much what Imgur user TickTock34 did, winding up with a 3/4 inch caliber, smoothbore, black powder cannon. Best of all, he photographed just about every step of the process.
He started with a piece of scrap front-end-loader hydraulic actuator that yielded a steel rod 15 inches long by 3 inches in diameter. Most of the work, including the gundrilling (first 1/2 inch, then 3/7 inch) was done on an ordinary lathe, albeit one with a number of highly useful attachments. The steady rest was especially important, used on almost every cut.
Here, for instance, goes widening the .50 bore to .75. As always drilling with a lathe, the work is rotated and the drill held stationary.
 The resulting little salute cannon is, of course, of no practical use whatever, but is an impressive demonstration of metalworking chops.
The resulting little salute cannon is, of course, of no practical use whatever, but is an impressive demonstration of metalworking chops.
The techniques showed in this 75-image step-by-step album could presumably be scaled up to a larger cannon, but pretty soon you’re needing a gigantic lathe and an unusually large set of tools. (At some point, you’re looking at deep hole boring rather than drilling, which is a different process).
But they’re pretty entertaining and may answer some questions about how certain shapes can be formed on a metalworking lathe. The lathe is the foundational machine tool and all others follow from it. Indeed, 200 years ago as machine tools were developed in Britain and the US, the term “lathe” often meant any cutting machine that rotated tools and/or parts. As the number of specialized tools grew, and each got its own name, the all-encompassing, generic use of the term, “lathe” died out. It jumps out at the modern reader in early-19th-century documents.

Kevin was a former Special Forces weapons man (MOS 18B, before the 18 series, 11B with Skill Qualification Indicator of S). His focus was on weapons: their history, effects and employment. He started WeaponsMan.com in 2011 and operated it until he passed away in 2017. His work is being preserved here at the request of his family.
10 thoughts on “How to Make a Cannon”
Awesome.
Yep- lathes are a wunnerful thing.
Here’s one I made 15 years ago- 2″ bore, & LOUD.
I saw that several days ago but I didn’t see an answer to the question I had while I looked through the pictures:
What purpose does the ball-end at the rear of the cannon serve?
Also, I imagine considerable thought was put into the placement and depth of the trunion(?) but I’ll bet it didn’t go well in the trial-and-error phase way back when.
The ball end is called a ‘cascable’; it was there to hold a slung rope to lift the gun off the carriage.
I don’t know how it was done back then, but I found the balance point (+/-) for the location.
‘cascable’
I had to see what the intertubes has to say about that… in addition to hoist point and tie-down point, the cascable also served to mount percussion lock retrofits
http://www.militaryheritage.com/gunlock.htm
(hopefully the linky worky)
Deep holes are typically drilled. When you use a boring bar to cut a hole, you have to account for the bar deflection making the hole progressively smaller the further you hang the boring bar out of the tool holder. Boring bars suffer from vertical deflection as you get into deep holes. This is why the best boring bars today are made from solid carbide, so as to increase their Young’s modulus over steel.
To a machinist, a “deep hole” is more than three diameters deep – eg, if you’re drilling a hole 0.500″ in diameter, a hole > 1.500″ deep is a “deep hole.” This is where typical twist drills start to wander, especially in smaller diameters.
To drill a deep hole, you need a special deep hole drill bit, slow feeds, coolant/oil fed through the stem of the drill and a single, quarter flute that runs the length of the drill through which oil and chips are evacuated. These are known in the machinist’s trade as “gun drills.”
Here’s a gun drill tool:
http://www.sterlinggundrills.com/gun-drills.php
The one on top is a pretty classic style of gun drill bit. The hole in the tool face is where the cutting oil comes out – under very high pressure, I might add. The smaller the hole, the higher the pressure. The last time I visited from friends in the gun business making .22LR barrels, I seem to recall their oil pressure was 1700 PSI. Their rate of feed was a couple tenths of thousandths per turn, and their chips looked more like black slime than actual metal chips.
A rifle barrel will be drilled undersized, then reamed with a straight-fluted reamer to straighten and smooth the bore, then the rifling will be cut. . Today, the majority of the custom rifle barrel makers are using gun drills made by P&W before WWI (not WWII, WWI), because the P&W gun drills developed for WWII are better for production, but aren’t as versatile as the sine-bar machines from before WWI.
A cannon barrel like the above you could drill on an engine lathe, because the oil pressures go down and the rates of feed go up as the size of the hole goes up. It is much more difficult to drill a small deep hole than a large deep hole. You’d still use a gundrill-style bit, because they wanted less than twist drills and allow you to push oil right up to the cutting edge of the bit.
As for lathes for large guns: Some of the largest lathes ever made were for the large naval guns of battle ships in the WWI-WWII era.
https://books.google.com/books?id=iD5IAAAAIAAJ&pg=PA23&hl=en#v=onepage&q&f=false
Please see Fig 13.
Today, the largest lathes in the world are cutting propulsion shafts for cargo ships. They’re built into the floor of the shop, and the operator literally rides on the carriage. Tool bits are a couple inches square on the shank, and pull off a chip about as thick as your finger.
Potato guns are a lot of fun! Being in HVAC trade, mucho noise can be had! Flame too.
heres my golf ball coehorn mortar
Air and acetelyne will launch some pretty spectacular fun. 3′ to 2′ pvc can make the cave man smile.
My dad had one of these back in the 50s that his step dad made for him. Guess he used to shoot it at everything including the navy base next door. Haha. Guess a PT boat or something similar had to chase him and his buddies off the break water.