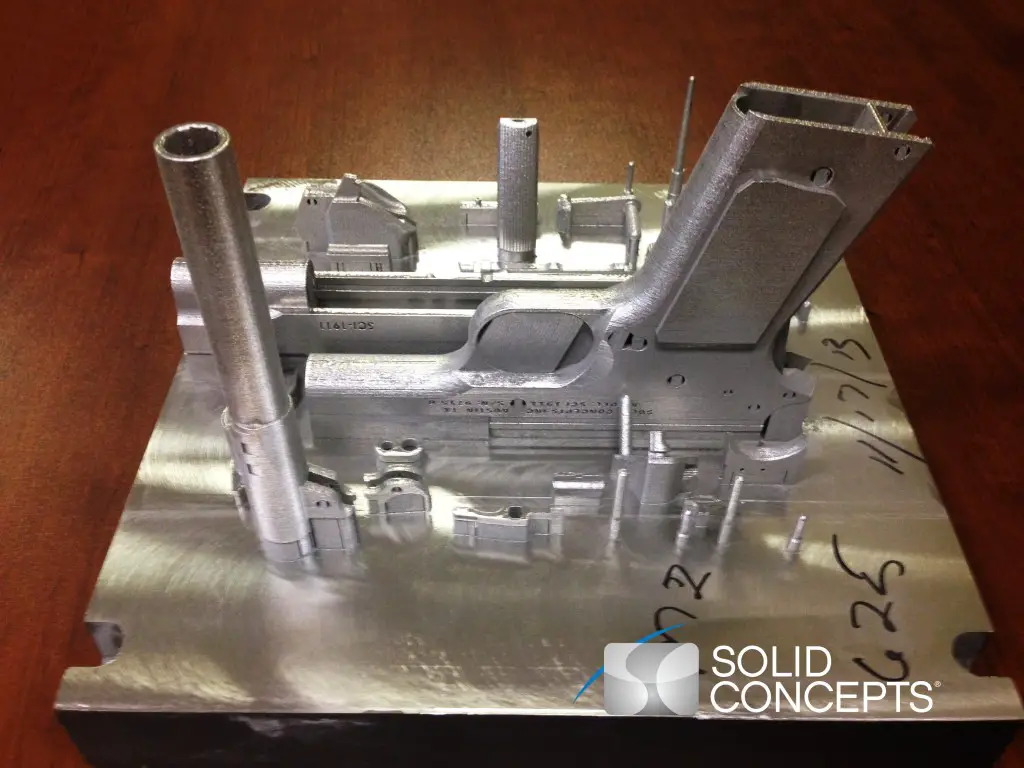
“WeaponsMan,” we can hear you thinking. “Dey already done dat.” Well, not exactly. Sure, they printed a gun before, but this time they did something pretty amazing: they printed all 34 non-spring parts in a single go (see the photo of the parts below, fresh from the laser-sintering machine with only the unused powder removed yet). And they printed it of Inconel 625, which you’ve probably never used in a gun before (but if you’ve ever flown in a jet airplane, it was probably the turbofan engine’s hot-section shaft and several other critical parts.
Inconel is fairly expensive and is normally not used in firearms for three reasons: (1) cost, (2) lack of necessity (steel, aluminum, and stainless steel have gotten the job done for the last century), and, (3) until now, it’s been fairly difficult to work with.
Indeed, one of the greatest applications for Direct Metal Laser Sintering (and SLS and other metal-sintering additive manufacturing processes) is to make things out of those materials that break or wear down subtractive-manufacturing tools, or need exotic tool bits or inserts. That includes Inconel and Titanium alloys, of course, but we also hear rumors that sintering Tungsten is possible. How recursively self-referential does it get? Imagine 3D printing the tools you need to do final milling on 3D printed parts… that tomorrow could be today very soon.
Our second iteration is composed entirely of Inconel 625, a material that is stronger than Stainless Steel (and a bit heavier) save for the springs which were not 3D Printed. The gun is once again composed of thirty-four 3D Printed components. Our second gun will be stress relieved and post processing will be by hand once again.
This is an important note, that last sentence above. The parts don’t come out of the DMLS machine ready to be snapped together — not parts for a precision machine like a firearm. But they go on to note that they’re learning as they go:
Inconel 625 is a harder, stronger alloy than 17-4 Stainless Steel. We modified the geometry for this second iteration to incorporate different tolerances in order to make hand finishing sufficiently easier. With our first prototype, we had to hand sand to perfect a few tolerances, but our tweaks to the design should remove the need for such sanding. Our first gun is now up to 700+ rounds.
Because it’s taken a while for us to bring you this, that 700 rounds is not up to date:
The #3dprintedmetalgun has now succesfully shot 1000 rounds! pic.twitter.com/oX1nknUY4Q
— Solid Concepts (@SolidConcepts) November 20, 2013
We’re thoroughly enjoying this research-development-improvement process for an internal project. The implications of its success for our customers’ future projects – from aerospace to medical – are very uplifting! Thanks to our followers for their support and enthusiasm, it has been quite the ride.
via World’s 2nd 3D Printed Metal Gun – Solid Concepts Blog.
There are still some things we’d like to know about what Solid Concepts is doing. One is whether the powder from which the products are sintered is recycled or not? Aerospace firms working with Inconel parts produce a great deal of waste: chips from milling and drilling, and dust and powder from grinding. It would be great if that waste material could be transformed readily into raw material for a new process.
We’re high on additive manufacturing here, an exploding new sector with new concepts, technologies, and even a new magazine, which we read avidly. It has applications far beyond guns, but guns are a natural application for this technology — if it’s not strangled in the crib. Who would do that? Well, the only enemies guns have, some wag has said, are rust and politicians. Neither of the SC printed guns is very prone to corrosion due to the materials used, but additive manufacturing and home prototyping are being targeted in Congress by, who else, anti-gun politicians. The two leading the charge are Chuck Schumer in the Senate and Steve Israel in the House. Both are New York Democrats of a liberal bent.
Their proposals may not impact Solid Concepts (the firm has a manufacturing FFL, which will insulate it from some of peaks and valleys of Congressional misunderstanding). But they will affect all of us indirectly. Somewhere, maybe even in the New York so poorly represented by those two gentlemen, a 20-year-old kid has the potential to be the next John Browning or Gaston Glock, or even a Steve Jobs of physical things. (Schumer and Israel were not in Congress in the 1970s to ban homebuilding of computers).
We see incredible new vistas of the imagination. (Imagine bringing Grandpa’s broken shotgun back to life by printing a new hammer, after scanning the parts of the broken old one. Imagine having that technology in your gunsmith shop). Will people misuse the technology? You bet. Will criminals print guns? Maybe. Criminals are not the masterminds you see on TV, but in 10 years you won’t need to be, unlike today’s early adopters who are paying thousands for technology that will very soon be obsolete. But we can easily imagine unethical restorers printing, say, matching parts for a mismatched Luger and aging them. (Even that is only unethical if the result is passed off as original).
Many things that were out of reach once are not now. Also, the economics of manufacturing may be changing, to favor small runs of valuable items.
Imagine a commemorative gun for your Army unit or Navy ship. “The USS Miami plankowner .45”. The decoration could be designed right in — it would cost no more to make a highly customized gun than a slabsided standard one. (Guns are a tiny market for this technology. Think of what Bridezillas will do with the ability to have something shiny, of stainless steel, and personalized for every member of the wedding party and guest. Imagine hot-rodders printing different-length fuel-injector runners to accommodate a reprogrammed timing chip).
The upside of this technology is scarcely imaginable. This could be as big as the 1970s computer revolution, and all of us can be part of it. We just need to keep those with fascist tendencies (we’re heil-ing you, Schumer and Israel) from strangling it in its crib. And that’s where we are as 2013 closes: at an inflection point between revolutionary science, and reactionary politics.
History tells us how this ends: science wins. But not without our help.

Kevin was a former Special Forces weapons man (MOS 18B, before the 18 series, 11B with Skill Qualification Indicator of S). His focus was on weapons: their history, effects and employment. He started WeaponsMan.com in 2011 and operated it until he passed away in 2017. His work is being preserved here at the request of his family.
16 thoughts on “Solid Concepts Prints Exotic-metal .45”
Wikipedia claims that with sintering, “one cannot create uniform sizes”. And therefore I presume that it is currently necessary to make the parts slightly oversized, and then trim all important tolerances. And therefore that the process will always require some degree of hand-craftsmanship unless this disadvantage of sintering is solved. Won’t poor Bubba be disappointed, trying to fix Grandpa’s shotgun without a well equipped shop & the skills to back up his home Ronco Sint-O-Matic?
The people who do Wikipedia seem to be predominantly (1) unemployed and asocial computer geeks and (2) unemployed and angry liberal arts/grievance studies graduates. It’s kind of shocking that it’s as accurate as it is, but I have move faith in its description, say, of, some obscure networking protocol than in its description of any industrial process.
I found it helpful when drinking from the genomics and bioinformatics firehose, but mostly as a source of references. Redei’s Genomics/Genetics/Bioinformatics encyclopedia was more trustworthy.
Since they are making AK47s in Pakistan using only hand tools (files, manual boring machines (1850 tech), I don’t think hand fitting a few parts to fix an existing weapon would be much of a problem, even printing one from scratch and then hand fitting would be a simple task.
It variation depends on a number of things, I suspect. 3D sintering machines have a tolerance built into the system. If no sanding is needed to complete this gun, given the hardness of Inconel, the tolerances must be fairly tight.
Another superb article, WeaponsMan.
The Solid Concepts blog reports most parts came through finished but they did mention some minor hand fitting was required. I would expect the sear required some hand fitting but apparently the fit of most parts was acceptable. This, by itself, was an accomplishment.
I know it drove the hoplophobes into paroxysms of anxiety but this was a marvelous demonstrator project. As an engineer, I am already considering several non-gun related projects that will use this process.
Thanks for the comment, Jay. That was exactly what Solid Concepts was trying to do, open guys like you to the possibilities. One of the more interesting machines I’ve seen combines SLS with CNC machining, so that you can sinter the part to near net shape, then make some high-precision adjustments to it. The workpiece they demo it with is a one-piece set of small turbine (maybe APU) blades.
Ford is using additive process to make foam patterns, then infusing them with mold material (plaster and sand) amd then casting them lost-foam. You can do this manually with a desktop printer and PLA plastic. But this is how Ford prototypes all its powertrain castings these days.
We’re on the edge of something big. I haven’t felt this excited about technology since Mojave in 2004 during the X-Prize buildup and flights, and before that it was the early days of GPS, and before that, personal computers.
Far be it from me to defend Wikipedia. I have generally but not always found it accurate with respect to anatomy & physiology, much much less so on anything a grievance major cares about. And to show how blindered I am, I hadn’t heard of G. P. Redei’s “Encyclopedic Dictionary of Genetics, Genomics, and Proteomics” I for one live in my own little bubble that is perhaps one small corner of one small field within the vast plains of medical knowledge. So, recognizing my limitations, it is refreshing to seek confirmation / rebuttal as exemplified by you and the commenters below, without the ad hominems in so many other blogs.
Assumptions are dangerous, but your mention of “Unintended Consequences” I took to mean somewhat of an endorsement, and ordered forthwith, displaying the typical surgical personality of making decisions on somewhat limited intel and acting accordingly. Is that not a necessary trait of successful Special Forces operators?
You say we’re on the edge of something big. The big thing that I foresee is what PCs, GPS, & 3D sintering have in common – versatility. Any time a basic concept can be put to many uses, the initial inventors seldom anticipate the full range of subsequent applications. In surgery, this happened in the 1940s with electrocautery, the 1960s with fiberoptic endoscopy, then the 1980s with laparoscopy, and the 2000s with sentinel node mapping. But only so long as our freedom to apply is not regulated into oblivion. So to check assumptions, did you mean that something big in a good way? Or in an ‘interesting times’ kind of way?
Nota bene for those who see this only as a “demonstrator technology”, that the machine goes for something around $500K, so that was the price, plus materials/fitting, for the first pistol.
The second one has now dropped the unit price to $250K plus materials/fitting.
If they make 1000 of them, the unit price is $500 plus materials.
At 2000 examples, they’re going for just above $250@. That’s about 1 per hour for a working year, M-F, 50 weeks. Anybody want an Inconel .45 for $350 by next Christmas?
Shall we ask around at the upcoming SHOT Show?
(Just a guess, but I’m betting afterwards, the next three – or thirty – machines would be sold to Remington, Ruger, and Smith & Wesson.)
Think anybody’s army wants 2000 of them at that price??
Now do the math when sintering machine v2.0 sells for less.
Ask an orthopedic surgeon what he could do with a machine that’ll print parts out of Inconel from 3D design programs, the next time he needs a precision hip or knee joint, or pretty much any other custom-sized part. Say a replacement plate for post brain surgery. Or a custom patella (kneecap) to replace a shattered one after Granny takes a tumble. Or a matrix that’s complex and hollow, to allow natural bone to regrow around it after shattering long bone fractures. Or a precision-shaped facial bone to repair massive damage to eye sockets or cheekbones after car accidents or IED explosions. And those are just off the top of my head.
If you can print old gun parts, you can print old car parts. Ask somebody like Jay Leno if he’d buy a machine to do that. I’m thinking he’d leave skid marks getting to the store to drop you a check.
Call up the Confederate Air Force, and ask them if they know any millionaires with old $1M warbirds who can find a use for a machine that can make perfect replacement parts for a P-51 Mustang or F-4U Corsair.
Then let’s ask the local Old Farts Repair Society if there’s any market for fixer parts for tools from before everything was plastic, and made in China. Hmmmm.
This stuff is teh shizznit, and idjits and morons like Schumer and Israel are going to get trampled by the mob before they can get some half-assed law into the starting blocks.
My estimate is that it took the machine 36-40 hours to run the Inconel .45 parts. That estimate is not based on any insider knowledge, just based on what I read about the technology in Additive Manufacturing magazine (which is a 20-page supplement that’s been coming with Modern Machine Shop quarterly for the last 2 years. It’s available on the web at am.epubxp.com which should take you to the latest issue. The file folder icon lets you see back issues. The ads are at leastas interesting as the editorial stuff, which is great).
Thing is, if you’re moving the laser in these very small increments, it takes time to zap out the whole product. A few other things about DMLS:
1. If your “print” is interrupted, you have to start over, and what you have done so far is scrap. Makes the uninterruptible supply of your 440 three-phase or whatever the machine runs on mission-critical.
2. Accuracy is greater in some directions (x and y) than others Z.
3. Speed of displacing the laser is faster in X and Y than in Z. So you don’t want to lay the parts out real tall (like that .45 barrel in the photo!) unless you have to.
4. a long hollow part laid horizontally OR vertically might have issues, these parts are often built diagonally with a sacrificial support “fin” or “flange” below the tube to hold it up.
Just like a CNC milling or turning center, getting a good part out of DMLS (or any other additive technology) depends on the art and craft of the operator as much as, if not more so, than the quality of the machine. We’ve all seen a novice who buys a Tormach and thinks he’ll be productive immediately. In my opinion it will take him as long to start making good parts as it would take him on a manual Bridgeport! Never underestimate the skill or savvy of the operators.
That human skill is a good part of what Solid Concepts is showing off here, and that’s why manufacturing-savvy people are more impressed (while being less fearful or Cleon the Gang Banger buying his posse a DMLS gadget) that polyincompetent poli-sci or English majors like the drones in Congress or their publicity agents in the mass media.
I get that, and thanks for the even better insight into actual construction using this tech.
And of course, like the stock market, past performance is no gaurantor of future behavior.
Back in the day, I was a punch card-carrying comp sci geek for about a year of college, before I decided I didn’t want the next 5 years of college scripted in advance down to the last credit hour, and bolted. (Which was 20/20 in hindsight, as most of my peers have been outsourced to India, and they’re on their third careers.)
And 30 years later, I’m not in need of any of my code writing/programming skills to operate my state-of-the-art laptop beyond the ability to find the “on” switch.
I recognize and hail an expert machinist’s skill, as I would that of a surgeon or a pilot. But I (and possibly you) routinely drive the freeways at speeds that would have won us the Indy 500 once upon a time, I’ve flown more miles than Lindbergh ever did, and far more safely than Amelia Earhardt, wand have more time in zero gravity than the total time Scott Carpenter spent in space, and I have entry level ER techs at work with more and better medical understanding than most degreed and trained doctors and surgeons possessed just over 100-150 years ago.
Point being that all knowledge and skill gets pushed downward, rather ruthlessly where profit is involved.
This machine is an 800 pound gorilla jumping on machining skills, once a domain of master craftsmen, but eventually the domain of a few square micrometers of silicon.
When buying a new car means someone typing “print Aston Martin DB V”, imagine the power of home tinkering and enthusiast groups to come up with things a few dozen British engineers couldn’t bother with.
The downside is that bad guys will indeed be able to buy unnumbered frames and construct parts guns from non-tracked spares, and countries like Iran will be able do things like print up the parts for an F-14 they haven’t been able to get for 30 years, but as we’re currently whistling past their own version of the Manhattan Project, and ignoring the ready availability of full-auto AKs smuggled in from drug runners from Cartelopolis (let alone grade-school educated gunsmiths in Pakistan hammering out full auto AKs over charcoal fires with tools from Horror Freight), those sorts of concerns shrink a good bit in the grand scheme.
The most important word in the sentence:
“This thing isn’t a Star Trek replicator” is the word “yet“.
As science and technology marches onwards, I look forward to further updates.
The only thing about this is, well, I already have a 1911. Any chance the company can make something a little more interesting? A Mateba perhaps? Mauser c96? Luger in .45 Auto? Webley Fosbery? LeMat in .45 Colt? Pretty please?
Aesop, my dentist already uses a 3D printer to make custom orthodontics, up to an including replacement teeth.
I just finished up doing some contract work helping to set up an assembly room for a 3D printer manufacturer. No, I won’t say which one; but it’s one that has been mentioned at this blog before. Gave me some time to think.
It’ll be a big deal when someone makes a 3D printer that can make injection molds or stamping dies cheaper than we can now. Going from concept to mass production in one step would be an eye-opener for sure.
Understood.
Now picture an orthopedics/plastic team making a replacement section of jawbone, say after an accident, or someone who lost a hunk of bone to cancer surgery (Eddie Van Halen and 50,000 former smokers just for example).
That’s upon us today. They 3D printed a hunk of a friend’s cranium when the original part was rejected after a few months in the fridge. Kids who get Invisalign braces are using 3D printing technology. (Note that dental work, cosmetic work, eye surgery are normally not covered well if at all by insurance. The technology advances, and the price drops. Remember when RK was $10k an eye? Now they advertise it for $250 per). Yet the amount of money spent on these “elective” procedures continues to rise. Why? Because that’s where people want to spend money.
Surprising no one, capitalism works.
The author(s) of the press release don’t seem to know the difference between “tolerance” and “clearance.”